
Apie Z ašį jau pašnekėjom. Prie jos galima tvirtinti įvairius instrumentus- kokius nors klijų pistoletus, drėlytes “ala dremel“, tušinukus, repitografus, flamasterius ar savadarbius instrumentus.
Kadangi turimas grąžtelis Hobby Drill dažnau naudojamas kaip rankinis instrumentas, tai nutariau pasidaryti savo frezavimo įrankį. Pirmiausia reikia pagalvoti kokios jėgos veikia frezą tokiose CNC staklytėse- gana stipriai stumiamas į šoną ir dar neturi vaikščioti aukštyn žemyn.

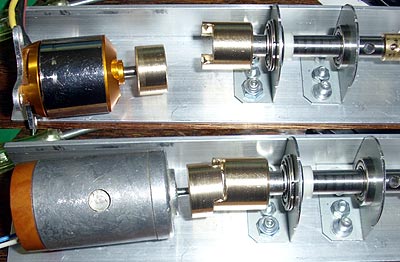
O kaip sukimosi instrumentą nutariau panaudoti paprastą kolektorinį varikliuką. Nuotraukoje guli ir gana galingas motoriukas skirtas lėktuvėliams, tačiau jis gana smarkiai kaista kai neskrenda. Kiniški pigūs motoriukai atkrito dėl savo garso, kaitimo ir ašinio klibėjimo.
Todėl teko pasirinkti iš senų tarybinių motoriukų. Nuotraukoje- ДПМ-30-Н1-03, ДП25-1.6-3-27 ir viena ДПМ-30 modifikacijų su nuimtu tachoreguliatorium.
Rusiški motoriukai dirba labia tyliai palyginus su kiniškais, taip pat jiems reikia aukštesnės įtampos (darbinė 27V). Dirba tyliai, todėl kad sudėti normalūs guoliai, rotoriai subalansuoti, naudojami tekinto metalo korpusai ir tikri grafitiniai šepetėliai.
Vieno motoriuko darbinės apsūkos 3000, kitų – 9000. Jėgos jie turi, nors tik keli vatai galios (5…6.5W prie normalių darbinių parametrų). Jei ką domina– internete tikrai yra visi techniniai parametrai.
Tačiau motoriukai turi nedidelę eigą- aukštyn žemyn (liuftas). Jis motoriukuose naikinamas įterpiant plonas tarpines į guoliavietes.
Taip nėra gerai frezavimui. O ir guoliukai variklyje nėra labai tvirti. Todėl, iš lyšnos 8mm ašies nutariau pasidaryti ašį kuri ir perims visas šonines ir išilgines apkrovas.
Čia jau kiek sunkiau atkartoti neturint tekinimo staklių, bet kažką panašau reikėtu suorganizuoti.
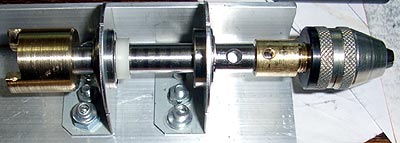
Iš kairės į dešinę: bronzinė mufta- kiek panaši į tas aliuminines. Jos paskirtis yra leisti variklio ašiai kiek nesutapti su pjovimo ašim. Tarpelis tarp dviejų muftos elementų užpildomas porolono gabaliuku ir/ar silikonu. Taip ganasi tokia metalo-gumos-metalo mufta.
Toliau eina du guoliai su flanšu (ball bearing with flange)- juos išlupau iš senų dauginimo aparatų, kartu su 8mm ašim ir taip pat paėmiau tas plienines guoliavietes. Ašis turi įpjovas kuriose įsistato “zakliopkė” kuri remiasi į guolius. Tuo tarpu guoliu flanšai remiasi į guoliavietes. Nedidelė vielutė padeda sureguliuoti įtempimą, kad ašis nejudėtu. Baltas daiGčiukas ant ašies nereikalingas, jis mėtėsi, tai iš užmoviau. Toliau ašis pereina į 4mm sriegį ant kurio užsisuka pirktinis griebtuvas iš Senukų parduotuvės.
Surinkus šią konstrukciją teko daug pavargti kol ištiesinau visą ašį- pasirodo griebtuvas biški kreivas, ašis taip pat ir panašiai. Kadangi ašis geležinės (iš kiniško plieno) tai gana lengvai (su plaktuku… 🙂 ) sutiuninau, kad į griebtuva idėta frezelė ar gręžtelis sukasi centre.
Čia pridėtas asinchroninis variklis ir dabar naudojamas variklis. Pastarasis labai daug dirbęs pas mane kaip rankinė drėlė, tai jau biški kaukia. Ruošiuosi pakeisti į vieną iš tų kur aukščiau nufotkinta.
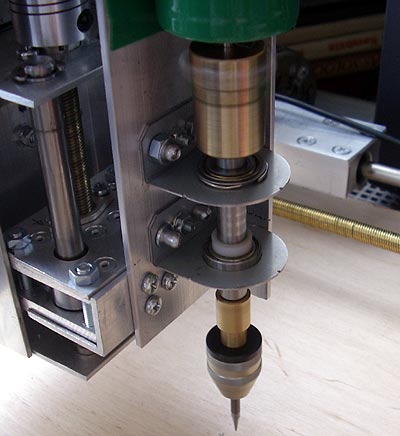
Cha! Sukasi rupužiokas.

Čia pirmi savadarbio softo bandymai. Grubus apdirbimas su …. nulaužtu graviravimo įrankiu. Kažkada pirkau tokius mikro-mikro ir naudojau rankiniam instrumente, ir ten tik pyst ir nulūžo galas. Gavosi kaip ir vos ne milimetro pločio bukas galas. Bet aštrus rupužiokas- visdėlto kažkoks spec metalas.
Ten toliau nuotraukoje matosi 1000 stepų atstumas.
Nu bet ir žviegia tas instrumentas, kai pjauna riebesnį sluoksnį medienos (čia naudoju sausą beržą).
O filmuko nebus?
Kokio? Kaip nuobodžiai brūžina medį? 🙂
Kol kas nebus, nes tingiu filmuoti ir panašiai. Softą tobulinu, bandau parašyti bent jau minimalų G-kodo interpretatorių.
Pirmos kaukolės nesigavimas dėl to, kad freza per plati. 500 stepų plotis (viso griovio)
Didesnė kaukolė X ir Y yra 1000 stepų dydžio, frezuota kas 5 stepai. Frezavimo gylis 50 stepų + lentos nelygumas.
Lenta- kažkoks sausas lapuotis. Čia iš medienos atraižų kurias naudojam prakurti židinį.
Bandžiau nufotkinti iš arčiau. Mediena po frezavimo niekaip neapdirbta. Puikiausiai matosi “stepai” ir kur pasigavo mechaninį rezonansą ir klibėjimą.
Softą kiek patobulinau, bent jau entry lygio G-code jau supranta. Mach3 softo sugeneruota graviravimo failą suvirškino be problemų.
Pakeliui, nes visą dieną lijo, suprogramau kažkokį Gerber failų analizatorių.
Čia kur PCB naudojamas. Taigi failas iš Cadsoft Eagle eksporto dalinai susivalgė. Dalinai todėl, kad mano graviratorius nesupranta skirtingų įrankų.
O dar, kad jis atvirkščiai dirbą- pjauna (paišo) ten kur turi būti takelis, o ne ten kur reikia nuimti varį. Čia tikriausiai jau reikia konvertuoti gerberį arba kažką protingo pasakyti pačiam Eagle kai generuojami CAM JOB.
Nu čia kas mane kiek pažįsta, tai žino, kad be svastikėlių neprasisuksi niekaip.
Kažkur supainiojau koordinačių kryptį ir svastika gavosi ne į tą pusę. Nuotraukoje gerberview programos gabaliukas ir piešinys kuri nupaišė mano CNC. Nėra tikslumo, nes flamasteris paprasčiausiai pririštas su vielute ir gumytėmis prie Z ašies. Čia todėl, kad graverio užimas varo iš proto… 🙂
Šiaip pcb graviravimui iš eagle geras dalykas yra pcb-gcode.ulp, jo išvestį supranta mach3.
pvz
http://www.cuteminds.com/index.php/en/pcb-gcode
gal galima placiau apie softuka ?:)
Softuką aprašysiu vėliau. Tai savadarbis softas ir kartu valdymas. T.y. dalis softo paima kokį nors žinomą kodą (gerber, centillion drill, G-Code) perkonvertuoja į supaprastintą “kvazi” kodą pavadinimu “Levo kodas”, vėliau tas kodas konvertuojamas į dar žemesnio lygio “hardwarinį kodą” kuri reikia maitinti per serial portą į tas sleivines plokšteles. Taip pat reikia nuskaityti plokštelių būklę. Visa šita nesamonė padaryta todėl, kad naujuose kompuose nebėra LPT porto, kai kompas skaičiuoja visus tuos impulsiukus. Todėl naudojamas toks asinchroninis duomenų perdavimas per serial (RS485). Kadangi serial greičio neužtenką kiekvienam stepui apčiupinėti, o ir windows OS kartais nusprendžią ką nor kitą daryti, tai tos sleivinės plokštelės turi biški savo protelio ir moka veikti kiektai autonomiškai.
Beja konvertuojant į hardwarinį kodą softas skaičiuoja vektorinę algebrą, todėl įrankio linijinis greitis išlaikomas toks koks nustatytas. Pašalinis efektas nuo toks matematikos- braižant apskritimus ar kokias elipses CNC staklės pradeda gražiai dainuoti- keičiasi žingsninių variklių greičiai.
as savo laseriniui engraveriui pasidariau valdikliuka toki, tai vat idomu kaip ten kas. Kolkas tik graviruoja, o noretusi, kad ir pjaustytu. Kol laiko ner pabaigti viska, tai atsitempiu kompa ir pasileidziu mach3. Bet tai ziauriai nepatogu… Is esmes dabar kompas jpg png ar kita image konertuoja i komandas tarkim s= greitis, i = i desine r= atgal arba l = nauja eilute ir po to seka skaiciai nuo f iki 0(f lazeris maksimaliai 0 isjungtas). pvz kvadratukas su 50% uzpildymu “s9ifffflrf55flif55flrffffe”, visa ta koda irasau i SD kortele ir is jos apdoroja stellaris launchpad. Tik vat galvoju, kad reiks i kazka greitesnio migruoti, is esmes veikia greiciu kaip originalus kinietiskas sh, bet pati mechanika ir lazeris gali 2 kart greciau viska daryti. Priedo kaip sakau niekaip nedaeina rankos prisesti prie matematikos ir padaryti G-code ar paprasciau plt interpreteri.
O nebuvo minčių daryti valdymą HPGL kalba? I išvis, koks požiūris į ją?
Nesu susipažinęs su šia kalba. O jei ji labai sudėtinga, tai gali ir nepavykti. Nu gal softas suvirškintu, tačiau hardwarinės plokštelės jau tikrai nesuprastu.